Наши менеджеры свяжутся с Вами в ближайшее время.
Прецизионные валы
Прецизионные стальные валы могут иметь разные значения допусков. Они могут быть представлены сплошными валами, полыми валами, валами, изготовленными из термически улучшенной или из нержавеющей стали, валами с твердым хромированием, а также валами метрического диаметра.
Они прошли индуктивную закалку и бесцентровую шлифовку
Данные прецизионные стальные валы могут использоваться не только в качестве направляющих для шариковых втулок; они могут работать, например, как валки, поршни или оси.
По вашему заказу мы поставляем прецизионные стальные валы соответствующей длины со снятыми фасками с обеих сторон или производим обработку в соответствии с вашими чертежами или техническим описанием. Для крепления используются опоры прецизионных валов.
Обзор
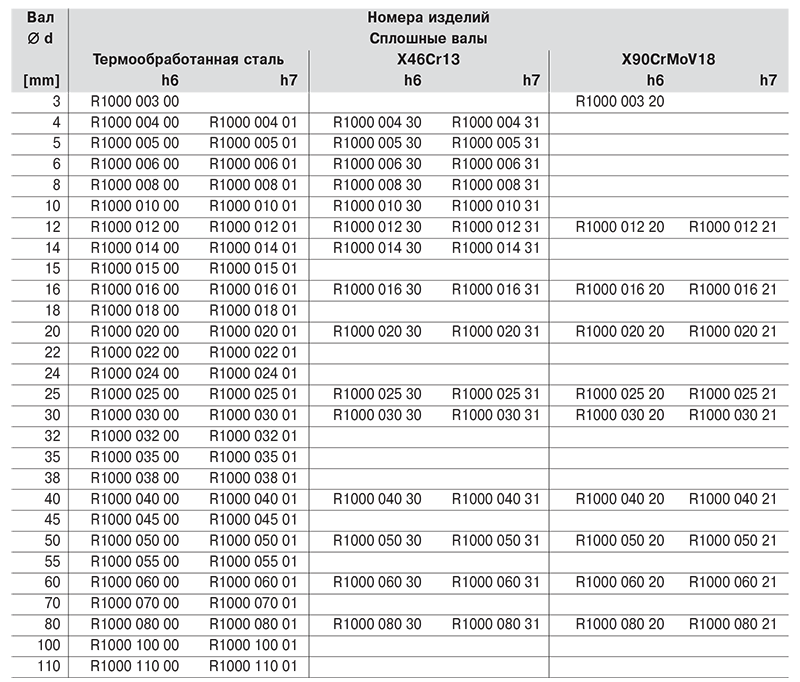
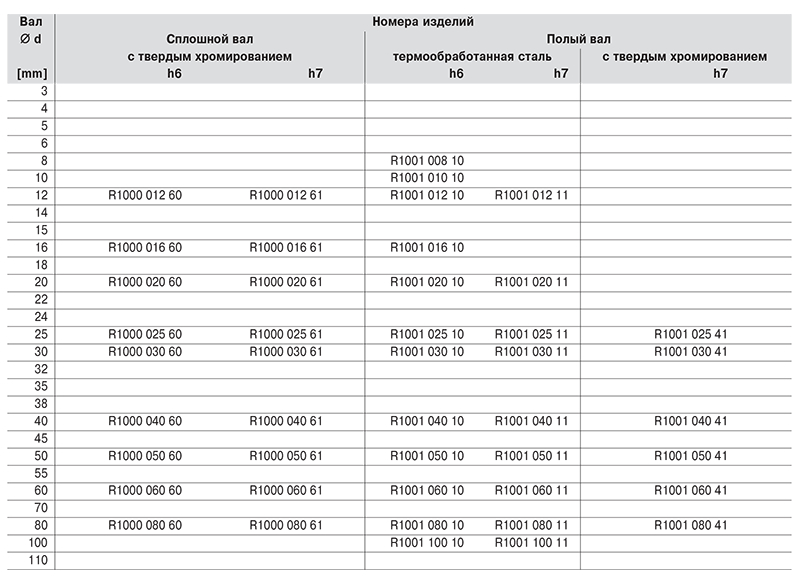
Размеры
Технические характеристики
Точность размеров и поле допусков
Точность диаметров прецизионных стальных валов находится в поле допусков h6 и h7. В представленной справа Таблице приведены значения размерной точности для валов. Допуск по диаметру мягкоотпущенных участков вала может незначительно выходить за пределы указанных полей.
По заказу прецизионные стальные валы могут поставляться и с полем допуска h5 (только стандартные диаметры от 30 до 80). В отношении допусков для специальных диаметров следует проконсультироваться с нашими специалистами.
Допуски для стальных валов даны в метрических размерах.
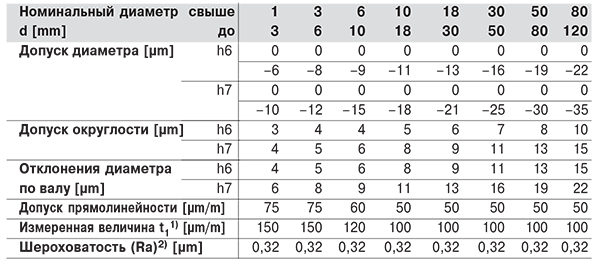
1)Показания прибора часового типа при измерении прямолинейности. Для длины ниже 1 m наименьшее допустимое значение составляет 40 μm. Это соответствует допуску прямолинейности 20 μm.
2)Относится к валам из термообработанной стали. Точность поверхностной обработки и значения Ra для валов из нержавеющей стали и валов с твердым хромированием сообщаются по запросу
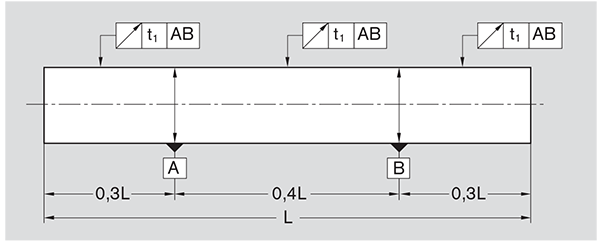
Измерение прямолинейности согласно ISO 13012
Замеры производятся в равноудаленных точках между точками опор и выступающими концами вала. Полученные значения составляют половину измеренной величины при вращении вала на 360°.
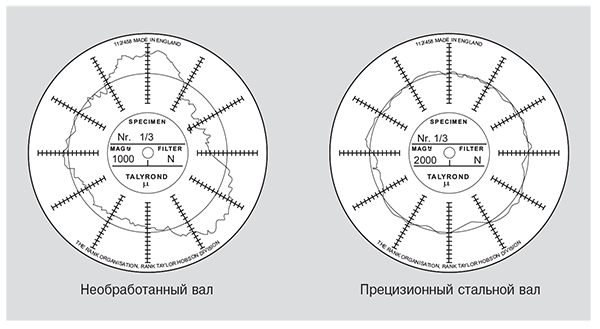
Измерение округлости
На рисунке показана округлость необработанного вала в сравнении с прецизионным стальным валом
Твердость вала
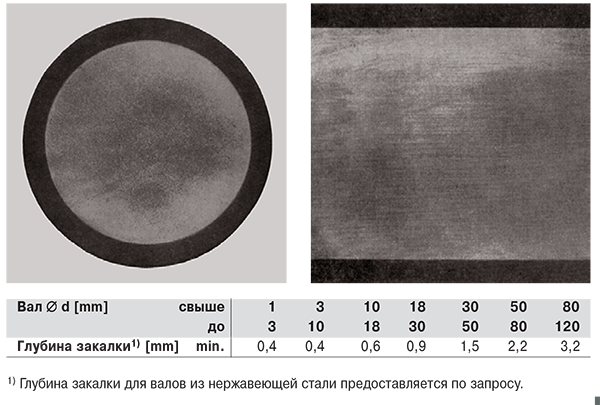
Поверхность вала подвергается индукционной закалке на глубину от 0,4 до 3,2 mm в зависимости от диаметра вала. Поверхностная твердость и твердость по глубине распространяется очень равномерно, как в поперечном, так и в продольном направлении. Этим объясняется прекрасное постоянство размеров и долговечность прецизионных стальных валов.
На рисунке рядом представлено поперечное и продольное сечение закаленного и шлифованного прецизионного круглого стального направляющего вала. Поверхностная закаленная зона имеет видимое выделение за счет каустического травления.
Технические характеристики
Минимальная твердость
Термообработанная сталь → HRC 60
Валы из нержавеющей стали → HRC 54
по ISO 683-17/ EN 10088
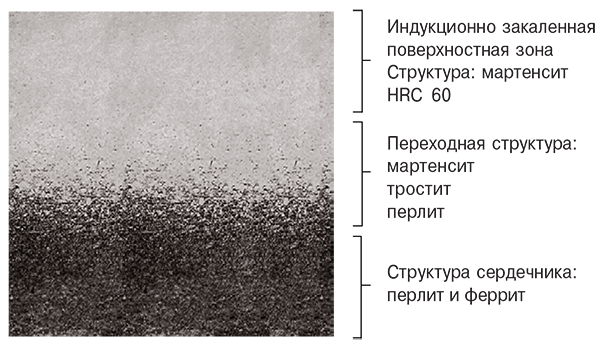
На рисунке рядом показана микроструктура поперечного сечения поверхностного участка вала (увеличение прибл. 10х). Четко просматривается закаленный внешний слой мартенсита и плавный переход к плотной структуре внутреннего сердечника
Прогибание вала
Если стальные валы используются в качестве направляющих линейного перемещения для шариковых втулок, то важно, чтобы прогибание вала под нагрузкой сохранялось в определенных пределах, так как в противном случае это может привести к нарушению нормальной работы узла и к сокращению его срока службы 1).Для упрощения расчетов прогибания вала нами предложена представленная ниже Таблица, в которой указаны наиболее характерные режимы нагружения вала с соответствующими формулами для расчета его прогибания. В этой же Таблице имеются формулы для расчета наклона вала в шариковой втулке (tan α).
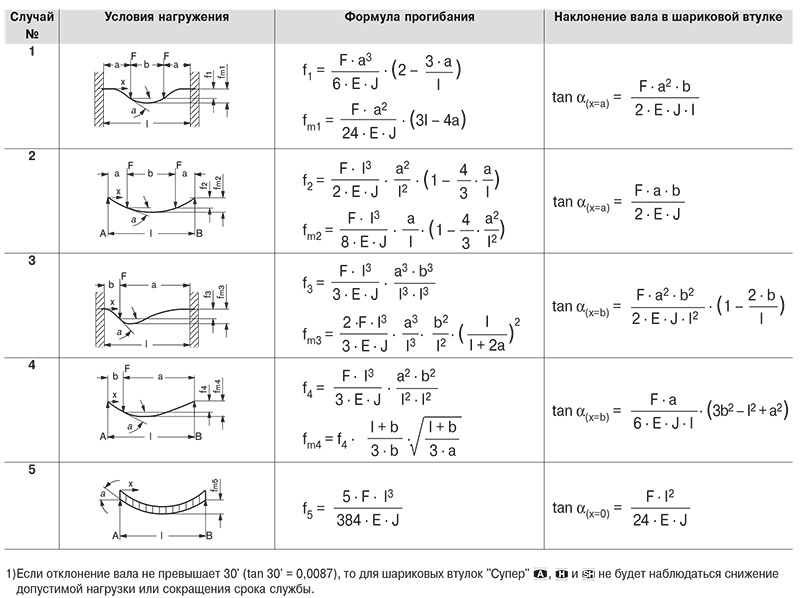
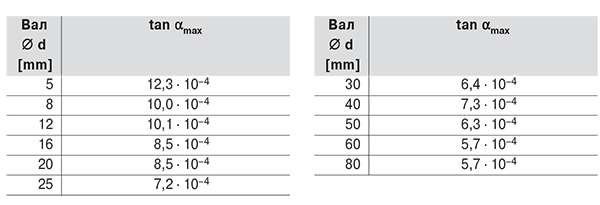
В Таблице указаны значения максимально допустимого наклона вала (tan α max) для всех размеров стандартных шариковых втулок. При tan α = tan α max допустимая статическая допустимая нагрузка составляет приблизительно 0,4 С0.
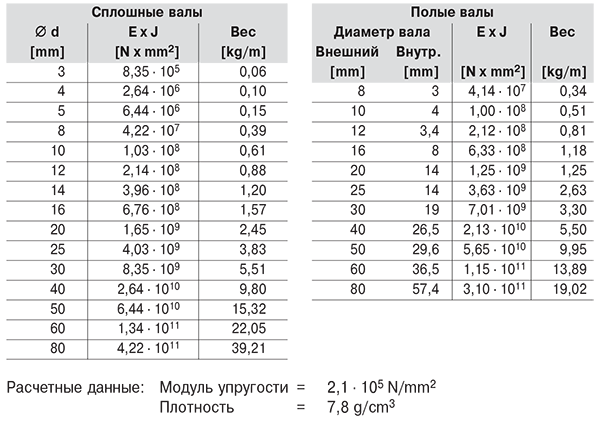
Значения E x J и веса для стальных валов
Технические характеристики
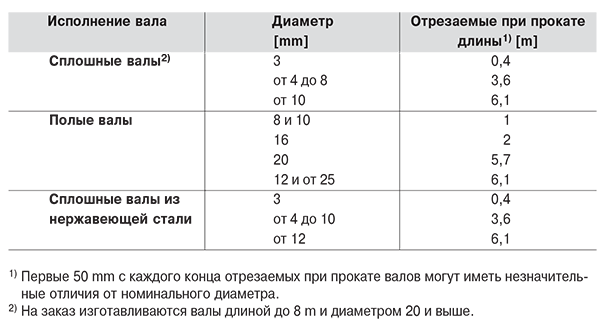
Отрезаемые при прокате длины
Мы можем также поставлять валы с большей общей длиной. Они могут изготавливаться и монтироваться с соблюдением точной согласованной длины (см. раздел "Составные стальные валы").
Составные валы
Штекерное соединение
Мы можем поставлять валы большей длины, нежели отрезаемые при прокате отрезки. Секции вала соединяются посредством имеющихся выступов и углублений, т.е. одна секция имеет центрирующий штекер, а другая соответствующее отверстие (см. рисунок ниже). Состыкованный вал должен находиться на сплошной опорной рейке, соответствующей длине вала, или же на располагающихся через равные промежутки опорах, причем одна из опор должна находиться на стыке двух секций вала (см. раздел "Опорные рейки для валов"). При закреплении вала на опорной рейке для секций может создаваться осевое натяжение во встречном направлении. Это делается для того, чтобы при нагружении во время эксплуатации стык не расходился и не появлялся зазор между секциями.

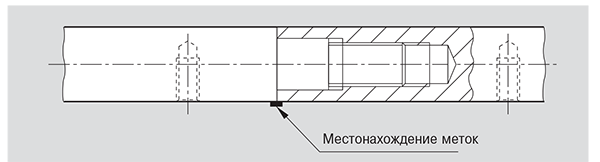
Валы с резьбовыми соединениями (кроме валов из нержавеющей стали)
По желанию заказчика на стыковочном выступе и в отверстии может нарезаться резьба (см. рисунок внизу). В таком случае на концах стыкующихся секций наносятся метки для выравнивания по вертикали радиальных отверстий, служащих для крепления состыкованного вала на опорной рейке. Обработка секций вала и нанесение меток осуществляется после закалки и шлифовки. Так как после соединения секций прошлифовать стык уже не удастся, то особое внимание должно уделяться обработке центрального участка, чтобы обеспечивалось точное совпадение секций вала.